

蘇州氣(qì)動機械手好(hǎo)處優點有哪(nǎ)些?
文章出處(chù):本站 人氣:8621 發表時間:2022-11-09 08:34:13
氣動機械手的運(yùn)用可以幫企業節省(shěng)大量的人力成本,提高產品的品質及工(gōng)作效率,是企業邁進智能製造較好的(de)幫手。
氣動機械手(shǒu)的功(gōng)能及優點 :
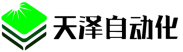
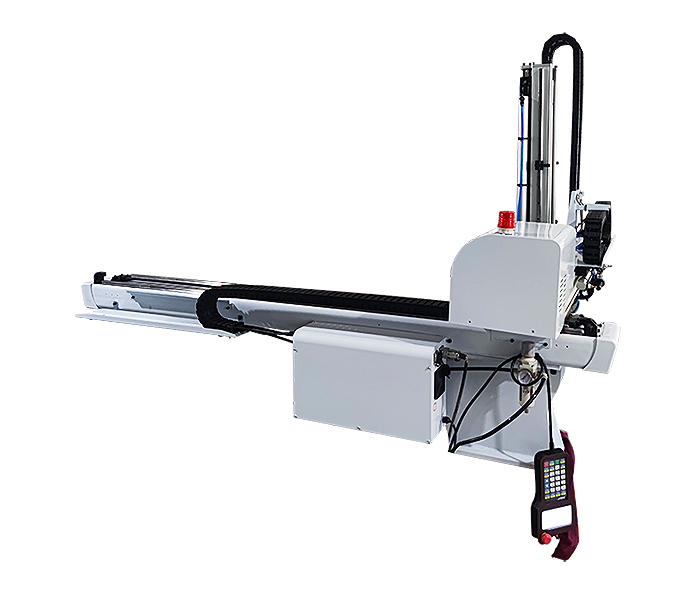
1.上下軸伺服馬達驅動,成品臂上下軸由AC伺服馬達驅動,可(kě)快速的橫行(háng)動作,節省模內時間,增加效率,並可在模外設置不同的置物高度,定位精度為 0.2MM,噴離型劑組可設定幾模(mó)噴,每次噴多久,噴頭可以裝在(zài)手臂或模具上。
2.引拔(bá)位置、行程電動遙控調整,節省調整時(shí)間增加操作的安全(quán)性。上下電動調整行程,上(shàng)下行(háng)程(chéng)電動遙控調整,節省調整時間增加操作的(de)安全性。橫行軸數字控製,數字設定橫行行程(chéng),可多點及循(xún)放成品,最多可放99點。用於排列成品。
3.橫行伺服馬達驅動,橫行軸可選用(yòng)AC伺服馬達驅動,並采用精密級行(háng)星減速機以齒輪(lún)齒條傳動,速度快定位準確;定位精度達0.1MM,可應用於需定位準確之取出。
氣動機械手的雙截(jié)式(shì)手臂采用高剛性線性滑軌及鋁(lǚ)合(hé)金結構梁(liáng),特殊設(shè)計的皮帶倍速機構,可大符度的縮短上(shàng)下手臂的(de)結構高度,上(shàng)下氣缸隻需一半的行程即可達(dá)到全行程。除了可增加上下行的速度及穩定度,並且(qiě)可配合廠(chǎng)房高度低(dī)之場所。

氣動機(jī)械手操作流程是怎樣的?
1、先接好氣管,讓機械手氣壓(yā)表的氣壓在(zài)4kg-8kg之間。
2 、打開機械手電(diàn)源開關,並在注塑機控製板上打開(kāi)機械(xiè)手功能鍵。
3 、注塑機開模完成(chéng)後(hòu),先(xiān)手動放下機械手臂,並調節好手臂下降的位置。在調試機械手的各行程位置(zhì)時,首先模開到足夠寬的位置,再把機械手氣缸裏的氣放掉,用(yòng)手慢慢地托(tuō)下主臂,再逐一進行(háng)調試,以免氣動機械手下降時損壞模具及治具。
4 、按“手(shǒu)動”鍵,即可進入(rù)手動操(cāo)作畫麵,依所須動作,先按“選擇”鍵,再(zài) 按“動作”鍵,依次調(diào)節好各動(dòng)作的延時時間(jiān),檢查安全報警裝(zhuāng)置(zhì),機械手取出異常時能否發生報警,開機之前必須調好檢測,以免壓模 。
5、按產品的要求設定或選(xuǎn)擇所需要(yào)的程式合理(lǐ)進行取物, 然後在注塑(sù)機自動狀態下,按“全自動”鍵即(jí)可進入自動生產。
6、如要修改動作(zuò)程式:按“停止”鍵和“修改”鍵,進(jìn)入程式修改(gǎi)畫(huà)麵。
7、技術人員可依據不同的模具,輸入動作程式“0-99”,確定後按“輸入”鍵 確(què)認,再按“停止”鍵,然後按“全自動”鍵進入自動生產。
8、其它設定參照設備使(shǐ)用說明書。

氣動機械手(shǒu)操作簡單(dān)容易(yì)上手,能為罐瓶體紙(zhǐ)筒等進行全圓周貼標,也可進行不滿全周或不滿全身的貼標,廣(guǎng)泛應用(yòng)於食品飲(yǐn)料、農藥(yào)化工、油漆塗(tú)料、醫藥保健等行業(yè)的滅蚊蠅殺蟲(chóng)劑、空氣清(qīng)新劑、自噴漆、膨脹膠、丁烷氣體、皮革上(shàng)光劑等,對於氣(qì)動機(jī)械手的使用應該如何提高效率呢?下麵(miàn)小編來帶大家了解下。
1、時刻關注(zhù)模內氣(qì)動機械手的工作狀態。
氣動機械手的的(de)過程中工作人(rén)員應定期檢(jiǎn)查相關電器元(yuán)件,保證機構運行(háng)順暢,粉料鬥與攪拌機間的連接是否通暢,保證(zhèng)投料的順暢。
2、每日機器工作(zuò)後,首先斷開(kāi)電源,擦試機器表麵(miàn)、工作台等部位。
3、設備需要確保使用配套的電源電(diàn)壓,方可正常投入生產。
4、定期檢查所有(yǒu)螺栓聯接的緊固程度,如發現鬆動應及時擰緊。
5、檢查(chá)底紙是否(fǒu)有損傷情況,要求標簽(qiān)供應商控製模切深度,不能(néng)砍傷到底紙,並且使用格拉辛底紙。
6、檢查標簽(qiān)行(háng)進過程,是否有(yǒu)刮傷(shāng)情況,如果有要調整機構。
7、檢查貼標時候,不粘連到貼(tiē)好標簽的產品,如果有需要控製出標長(zhǎng)度。
機械手從動力上來講有伺服的也有氣缸的,還有伺服氣缸混合的。從動(dòng)作上來講有橫走式的也有反轉式(shì)的,高(gāo)級點的也有6軸機械手。
咱們就(jiù)以常(cháng)用的友信氣動機械手為例進行簡單說明。氣動機械手可以沿XYZ(即前後、左右、上(shàng)下)方向移動。手臂的末端可以安裝取出治具,取出治具上麵可以根據產品不同安裝取出產品用的吸盤或抱具,或夾取料頭用的氣動夾(jiá)嘴。當模具開模後,機械手臂下降到模具內合適的位置(zhì)吸住產品、夾(jiá)住料(liào)頭(tóu),並將產品和料(liào)頭從模具上取出來,然後機械手臂上升(shēng)到模具上麵,再移(yí)動到(dào)注塑機後麵(有時移動到(dào)前麵),夾嘴在料頭箱上方開放,讓料頭(tóu)落下到料頭箱內。
產品(pǐn)隨注塑(sù)機機械手繼續移動到合適位(wèi)置後手臂下降,手臂反轉90度,將產(chǎn)品放在傳送帶或整列機(jī)上。然後機械手臂回到模具上方等待取出下一(yī)模產(chǎn)品(pǐn)。大概就是這麽(me)一個過程。因此需(xū)要根據產品要求先(xiān)設定好機械手動作模式,並設定好機械手每一步動作需要到達的位(wèi)置和速度,以及等待時間等。試運行沒有問題後才可以全自動運轉。
當然具體的調整需要一定(dìng)的熟練過程(chéng)和經驗積累。因此(cǐ)想用機械手的話一定要先仔細閱讀機械手操作說明書,按照說明書的講解一步一步的調整。
氣動機械手的日常維護保養。
1、各部位螺絲,銜(xián)接緊固件有(yǒu)無鬆脫
由(yóu)於長期持續作業,各部位螺絲、銜(xián)接緊固件的鬆脫是導致氣(qì)動機(jī)械手和成型機模具破損的(de)原因。
a.臂上升/下降,引入/引退,橫行及(jí)旋出、旋入等固定部位(wèi)的螺絲,螺母是(shì)否鬆脫
b.上下行程及引入行程調整用的擋(dǎng)板,防落器托架的固(gù)定螺絲是否鬆脫。
c.機(jī)體單元和控製箱間的(de)機箱內的端子是否鬆脫.(誤動作原因)
2、氣壓回路與各部位(wèi)銜(xián)接線的查看
a.氣管(guǎn)的扭折損害會影響氣壓的恰當流量.
b.對(duì)進氣過濾器內的積水及油汙進(jìn)行清洗.
c.各氣管接頭或氣管有無漏(lòu)氣現象.(形成氣壓不足)
d.信號銜接線的損害會導致氣動機械手發生誤動作或漏電現(xiàn)象.
3、氣動機械手動作測驗及限(xiàn)位檢測信號的承認查看
a.定時測驗氣動機械手配件及各動作是否有反常(cháng)現象。如:動作時異響
b.查看氣動機械手信號及各限位檢測開關(guān)信號,在氣動機械手動(dòng)作(zuò)時,輸入,輸出的檢測信號有無閃耀現象。
c.檢查各限位檢測(cè)開(kāi)關是(shì)否有因氣動機械手長期作業(yè)而引起的方位移位改變,形成(chéng)氣動機械(xiè)手限位檢(jiǎn)測信號的不良現象。
4、各導軌外表汙垢的鏟除及各移(yí)動部份的定時給油
a.下行,前後和橫行用導軌(guǐ)外表上的黃(huáng)油或廢物附著所形成的汙垢(gòu)進行定時清(qīng)理。
b.對(duì)氣動機械手各移動部份(fèn)及機械軸承,滑塊等部件進行定時給油及加注黃油。
- 上一篇: 合肥濕噴機械手如何進行更好的係統控製?
- 下一篇: 昆山直角機械手好處優點有哪些?




