

蘇州碼垛機械(xiè)手有哪些基(jī)本操作?
文章出處:本站 人(rén)氣:10223 發(fā)表時間:2022-06-27 10:07:35
碼垛機械手的運用可以(yǐ)幫企業(yè)節省大量的人力成本(běn),提(tí)高產品的品質(zhì)及工作(zuò)效率,是企業邁(mài)進智能製造較好的幫手。
碼垛(duǒ)機械手的功能及優點 :
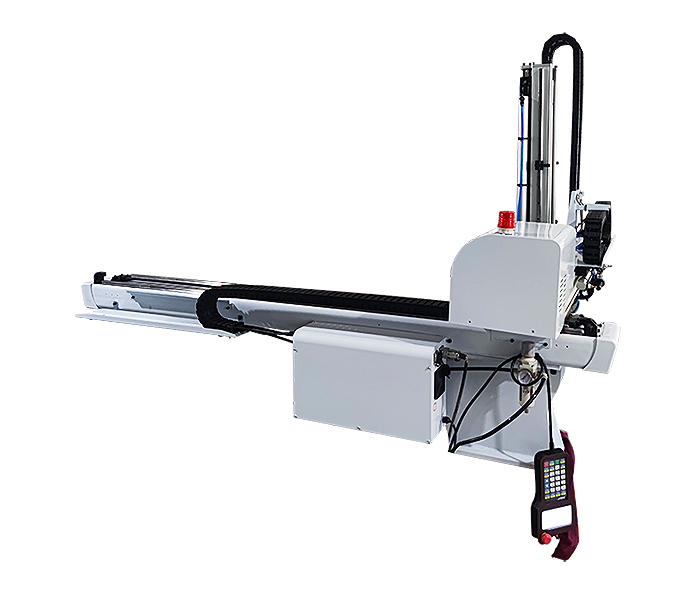
1.上下軸伺服馬達(dá)驅動,成品臂上下軸由AC伺(sì)服馬達驅動,可快速的橫行動作,節省(shěng)模內時間,增加效率,並可在模外設置不同的置物高度,定位精度為 0.2MM,噴離型劑組可(kě)設定幾模噴,每次噴多久,噴頭可(kě)以裝在手臂或模具上。
2.引拔位置、行程電動遙控調整(zhěng),節省調整時間增(zēng)加操作的安全性。上下電動調整行程,上下行程電動遙控調整,節省調整時間(jiān)增加操(cāo)作的安(ān)全(quán)性。橫行軸數字控製,數字設定橫行行程(chéng),可多點及循放成品,最多可放99點。用於排列成品。
3.橫行伺服馬達驅動,橫行軸可選用AC伺服馬達驅動,並采用(yòng)精密級行(háng)星減速機以齒輪齒條傳動,速度快(kuài)定位準確;定(dìng)位精度達0.1MM,可應用於需定位準確之取出。
碼垛機械手的雙(shuāng)截式手(shǒu)臂采用高剛性線性滑軌及鋁(lǚ)合金結構梁,特殊設計的皮帶(dài)倍速機構,可大(dà)符度的縮短上下手臂的結構高度,上下氣缸隻需一半的行程即可達到全行程(chéng)。除了可增加上下行的速度及穩定度,並且可配合廠房高度低之場所。

碼垛機械手作為戰略新興產業的重要內容(róng),這種具有前瞻性、戰略性的高技術(shù)領域,加速了(le)國內製造(zào)業的(de)危機感(gǎn)。工業衝壓機器人關鍵應用在於運動控製(zhì),而運動控製則是(shì)保證機(jī)床精度的(de)一個重要(yào)因素。
碼垛機械(xiè)手是通(tōng)過計算機的控製的,能大大增加碼垛機械手(shǒu)的準確度,減少誤差率,保證(zhèng)生產的產(chǎn)品的質量的穩定性。衝床碼垛機械手(shǒu)壓力機控製係統的集成化可通過單一操作接口實現所有壓機和模具的各項控製功能,包括故障診斷、模具菜單配置、可編程限位開關和模具監控及(jí)調整等(děng),並使設(shè)備的維修保養更加方便(biàn),而(ér)且明顯增加壓力機的有(yǒu)效工作時間。
另外,碼垛(duǒ)機械手具有現場通信網絡、現場設備互聯、互動(dòng)操作性(xìng)、分散功能模塊、開放(fàng)式功能(néng)的現(xiàn)場總線技術是壓力機(jī)控製技(jì)術的發展方向,對實現自動化具有(yǒu)明顯推動作用(yòng)。 碼垛機械手可以代替工人進行繁重或者危險的生產工序,所以機械(xiè)手廣泛應(yīng)用於機械製造、冶金、電子、輕工和原子能等生(shēng)產領域。但(dàn)為了能有更好的銷售市場,提高產品的智能化水平已經迫在眉睫,才能發揮更大的空(kōng)間。
特別是今年來的發展(zhǎn)快速(sù),碼垛機械手為適應柔性(xìng)化的生產要求,壓力機的所有控製功能都做到集成化,從(cóng)而實現全(quán)套模具的菜單(dān)化管理,主要包括滑塊行程調整、平衡器(qì)氣壓的調整、氣墊行程(chéng)調整以及自動化控製係統(tǒng)等各個環節的參(cān)數設定。因此(cǐ),選(xuǎn)擇準確度,工作效率高的碼(mǎ)垛機械手是每個(gè)五金衝壓行業都需要應用到,才能給企業帶去更大的(de)效益,保證(zhèng)質量可靠,同時能與客戶建立長(zhǎng)久的(de)合作關係,效益最大化的實現。

對於碼垛機械手(shǒu)代理(lǐ)的基本(běn)操作你了解嗎?下麵由小編來講解下。
電源的啟動和切斷
注意:被損傷的電線(xiàn)或電纜容易導致漏電或觸電事故,啟動電源前(qián)請(qǐng)仔細檢查電線電纜有無外傷,若有外傷或斷線的情(qíng)況(kuàng)下,請迅速聯係擁用(yòng)專業資格的電工采取適(shì)當措施。
確認控製箱電源線已經連接無誤,打開控製箱上的電源開關,啟動控製箱和手控器。啟動電源後,手控器將顯示啟動開機畫麵,然後進入係統主畫麵。啟動電源時,請注意以下(xià)幾項:
啟動電源前,確認(rèn)碼垛機械手所(suǒ)有的電線電纜都已經正(zhèng)確連(lián)接,確認所有的外蓋等無(wú)破損或(huò)不合(hé)適的地方(fāng)。
啟動電源後,請確認:
手控器的顯示屏(píng)上無報警信息。
空氣壓力正常。
伺服馬(mǎ)達等沒有異常聲(shēng)音。
導軌麵潤滑處於正常(cháng)的狀(zhuàng)態。
如(rú)果(guǒ)是啟動長時間沒有使(shǐ)用的碼垛機械手(shǒu)時,請確認個部件的動(dòng)作(zuò)情況、聲音、各摩擦麵的潤滑狀態是否正常;如果發現聲音異常、發熱、異常動作時,請立即切斷電源,並與相關保養負責人聯係(xì)采取相應(yīng)的處理措施。
打開電源後,操作器(qì)屏幕顯示係統進行自檢,包括:通訊鏈路檢查、軟硬件版本檢查、存(cún)儲器檢查,數據完整性檢查等;若無錯(cuò)誤,大(dà)約十秒(miǎo)後進入手動界麵。
啟動過程中若出現(xiàn)問題,則在屏幕下方(fāng)顯示對應的(de)錯誤(wù)信息,停在開機屏幕。
切斷電源前,請確認碼(mǎ)垛機械手處於停止的狀態。然後關閉控製箱上的(de)電源開關(guān)。切斷電源後請確(què)認機械手各部(bù)件的狀態是否和初始狀態相同。
每當碼垛機械手的出現異常的話(huà)我,我們就應該要對其進行檢查,在(zài)問題出現時就應該要解決,否則對機器的日後壽命大大的降低。
1、碼垛機(jī)械手比例線性(xìng)差,開合模時間位置壓力流量調節不良,檢查參數中斜升斜降,調整參數中的斜升斜降。
2、鎖模(mó)機(jī)鉸潤(rùn)滑不良,檢查哥林柱,二板滑腳,機鉸潤滑情況, 加大潤滑,增加打油次數(shù)。
3、模具鎖模力過大,檢(jiǎn)查(chá)模具受力時鎖模力情況,視用戶產品情況減少鎖模(mó)力。檢查時間位置是否合適。
4、頭二(èr)板平行度(dù)偏(piān)差,檢查頭板二板平行度。調整二板,頭(tóu)板平行誤差。
5、慢(màn)速轉快速開模設定位置過小,速度過快。檢查慢速(sù)開模轉(zhuǎn)快速開模位(wèi)置是否恰當,慢速開模(mó)速度是否(fǒu)過快。加長慢速開模位(wèi)置,降低(dī)碼垛(duǒ)機械手慢速開模的速度。

碼垛機械手的控製係(xì)統:
碼垛機械手(shǒu)控製(zhì)的要素包括工作(zuò)順序、到達位置、動作時間、運動速度、加減(jiǎn)速度(dù)等。碼垛機械手(shǒu)的控製分為點(diǎn)位控製和連續軌跡控製(zhì)兩種。
控製係統可根據動作的要求,設計采用數字順序控製。它首先要(yào)編製程序加(jiā)以(yǐ)存儲,然後再根據規定的(de)程序,控製碼垛機械手進行工作(zuò)程序的存儲方式有分離存儲和集中存儲兩(liǎng)種。分離存儲是將各種控(kòng)製因素的信息分別(bié)存儲於兩種以上的存儲裝(zhuāng)置中,如順序信息存儲於插銷板、凸輪轉鼓、穿孔帶內;位置信息存儲於時間繼電器、定速回轉鼓等;集中存儲是將各種控製因(yīn)素的信(xìn)息(xī)全部存儲於一種存儲裝置(zhì)內,如磁帶、磁鼓(gǔ)等。這種方式使(shǐ)用於順序、位(wèi)置、時間、速度等必須同時控製的場合,即連(lián)續(xù)控製的情況下使用。
其中插銷(xiāo)板使用於需要迅速改變程序的場合。換一種程序隻需抽換一種插(chā)銷板(bǎn)限可(kě),而同(tóng)一插件又可以反複使用;穿孔帶容納的程序長度可不受限製,但如果發生錯誤時就要全部(bù)更換;穿孔卡的信息容量有限,但便於更換、保存,可重(chóng)複使用;磁蕊和磁鼓僅適用於存儲容量較大的場合。至於(yú)選擇哪一種(zhǒng)控製元件,則根據動作的複雜程序和精(jīng)確程序來(lái)確定。
對動作複雜的(de)碼垛機械手,采用求教再現型控製係統。更複雜的碼垛機(jī)械(xiè)手采用數字控製係統(tǒng)、小型計算機或微處理機(jī)控製的係統。
控製係統以插銷板(bǎn)用(yòng)的最(zuì)多,其次(cì)是凸輪轉鼓。它裝有許多凸輪,每一(yī)個(gè)凸輪分配給一個運動軸,轉鼓運動一周便完成一個循環。
- 上一篇(piān): 上海工業機械手(shǒu)如何(hé)清理灰塵?
- 下一篇: 嘉善非(fēi)標機械手作用有哪些?
- 模內多工位衝壓機械手的優點是(shì)什麽?
- 安徽(huī)直(zhí)角(jiǎo)機械手作用有哪些?
- 嘉(jiā)興伺服機(jī)械手好(hǎo)處優點有哪些?
- 合肥磨床(chuáng)機械手有哪些功能?




